Aluminum Extrusion Press
Uniform Speed Extrusion/Isothermal Extrusion
RcdWin
Function Explanation
Aluminum Extrusion Press Control Method
RCDIGITAL,Inc.
November 2005
Latest program Information Constant-velocityExtrusion(RcdWin)pamphletNoteJapanese201820181204 download(Note Japanese)
(Right-click-> Save the target to a file and you can download it.)
Latest program Information IsothermalExtrusion(RcdWin)pamphletNoteJapanese20181205 download(Note Japanese)
(Right-click-> Save the target to a file and you can download it.)
1
High Speed Extrusion1-1 High Speed Extrusion
A uniform velocity control is realized if the control voltage is fed-back to make the error deference of ram speed and its reference velocity zero. Here, the feed forward voltage which is calculated from the characteristics of the extrusion press machine is added to the feed back voltage . In this way, the start-up of ram speed becomes quicker. The control voltage of this feed forward can be also used as the control voltage that can prevent ram speed overshooting.
On the other hand, by other methods, two problems, hunting (unstable fluctuation) and overshooting, may occur in the case of the quicker startup time increased by the feed back gain.
"High speed extrusion" means the result of applying the method where the feed forward is considered to control various dies and various reference velocities to get quicker startup versus the method where the feed forward is not considered and therefore has a slower startup.
The feed forward is not the only requirement. The filter of measuring data and the feedback gain parameter of the dynamic change are additional elements, not inclusive, needed to achieve the effective control.
The example of high speed extrusion is shown in FIG 1-2 to 1-4.
1-2 The Characteristic of an Extrusion Press Machine
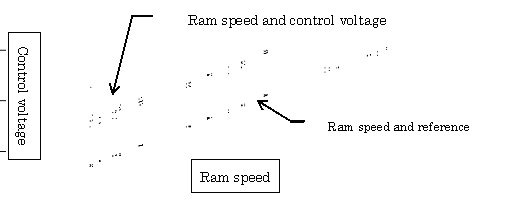
The characteristic of an extrusion machine is the relation between ram speeds and control voltages at the point in time where ram speed maintains the reference velocity at a stable condition of extrusion. This can be shown with the first order equation. By using this relation effectively the startup is made quicker and can decrease the overshooting.
The problem is that this relation changes. The controller program revises the relation equation dynamically due to a small change (for example seasonal things, such as abnormal oil pressure, etc). But if such phenomenon is occurring where overshooting is conspicuous and start-up is slow, the relation equation can be replaced with easy manual operation, It is possible to display the relation equation as in FIG 1-1 from current data.
Figure1-1 The Graph of the Characteristics of an Extrusion Press Machine
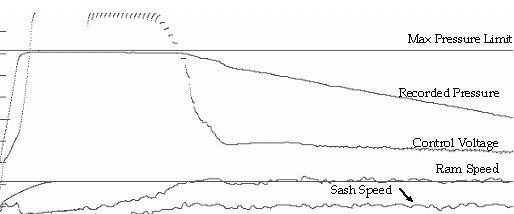
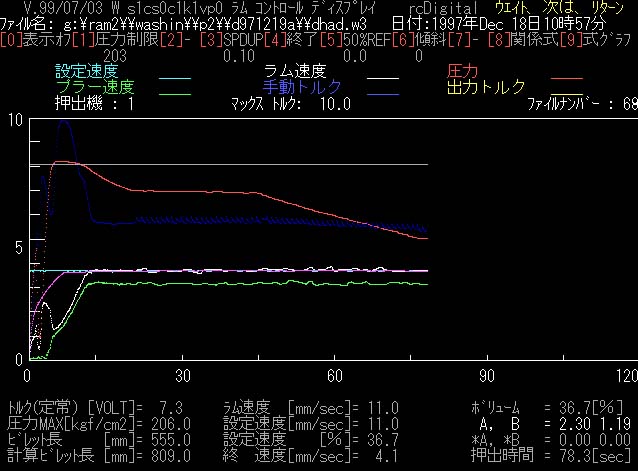
Figure 1-2
Feed Forward Consideration with a reference velocity is 6.2 ㎜/sec. It is a die which has the nature of slow start up.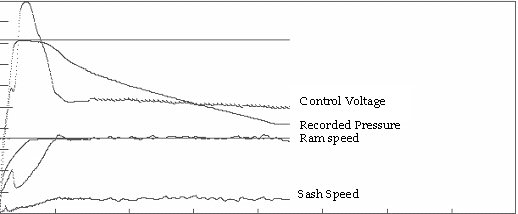
Figure 1-3
Feed Forward Consideration with a reference velocity is 10.5 ㎜/sec . It is a die which has the nature of middle start up.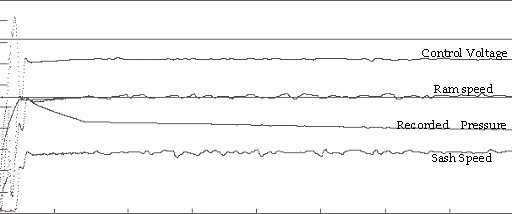
Figure1-4
Feed Forward Consideration with a reference velocity is 16 ㎜/sec . It is a die which has the nature of fast start up.Why the measuring data is jagged after 20 seconds from the extrusion start is because it is displaying data which has been recorded over a longer time span (to reduce the amount of data stored).
![]() Top
of Page
Top
of Page
The adjustment to prevent overshooting is possible and independent from the time of uniform velocity, because the feed back gains of both the ram speed start-up control and uniform velocity control is calculated differently.
Also, the control signal is calculated to prevent overshooting and hunting as much as possible in consideration of the characteristic of the machine, the slope and error of ram speed.
![]() Top
of Page
Top
of Page
![]()
There becomes ineffective oil flow, when excess controlled
voltage is applied resulting sometimes in a rise in oil temperature and a loss
of electric power. To avoid this problem, the relation between ram speed
and pressure must be considered for adequate controlled voltage.
In addition, by setting the rated load and
the maximum oil discharge as the parameters of the controller program,
an overload is prevented.
It is preferred to make a pressure restriction to control the machine. The pressure restriction value can be controlled easily by inputting it directly into the computer.
This restriction has the following effects.
The reduction of the motor load.
The reduction of the electric power.
The prevention of ineffective oil flow that escapes from the relief.
The prevention of the rise of the oil temperature.
Slow increase of ram speed.
Or, the pressure can be quickly lowered to reduce the hydraulic load of machine devices, dies and mandrel shape sash.
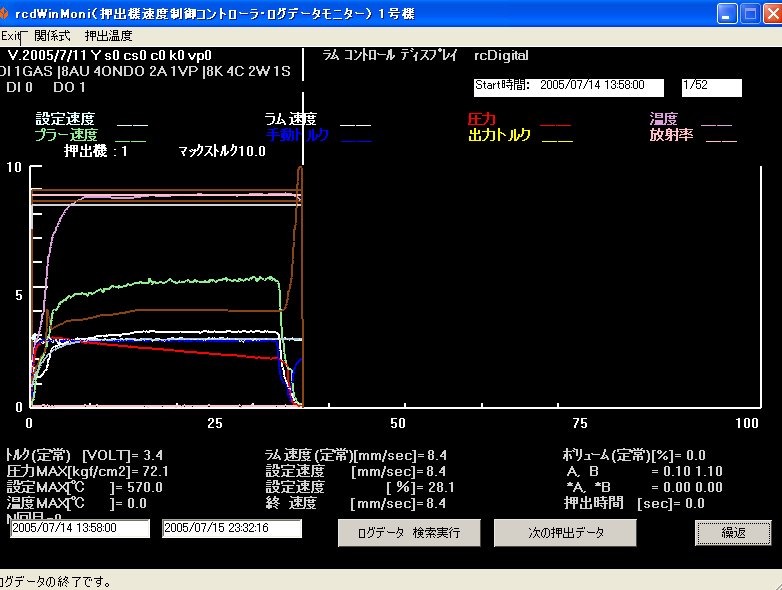
Figure 4-1 Example Without Pressure Restriction (Reference velocity is 7.4 ㎜/sec.)
Figure 4-2 Sample with Pressure Restriction. (Reference velocity is 9.2 ㎜/sec.)
Why the measuring data is jagged after 20 seconds from the extrusion start is because it is displaying data which has been recorded over a longer time span (to reduce the amount of data stored).
![]() Top
of Page
Top
of Page
There are some aluminum base alloys which need to slowly go through the second part of the billet in order to maintain an appropriate temperature of the product. The speed depends on the material. The declining patterns, like those seen in Figure 5-1, may be selected directly by the computer to control the rate of decrease of the ram speed. By decreasing the ram speed at different rates the operator can control the temperature of the product.
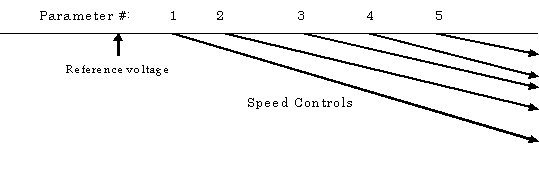
Figure 5-1 Examples of Declining Extrusion Patterns
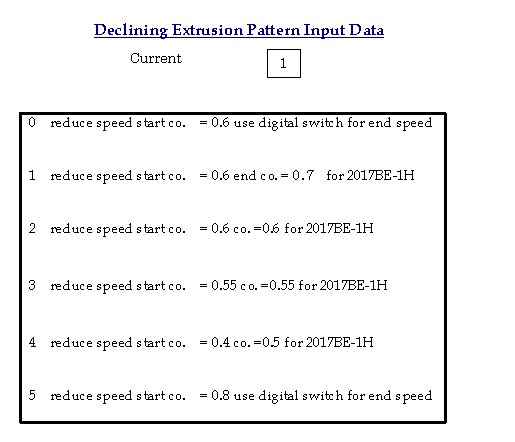
Figure 5-2 Parameter Input Screen
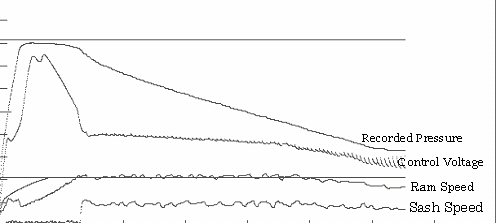
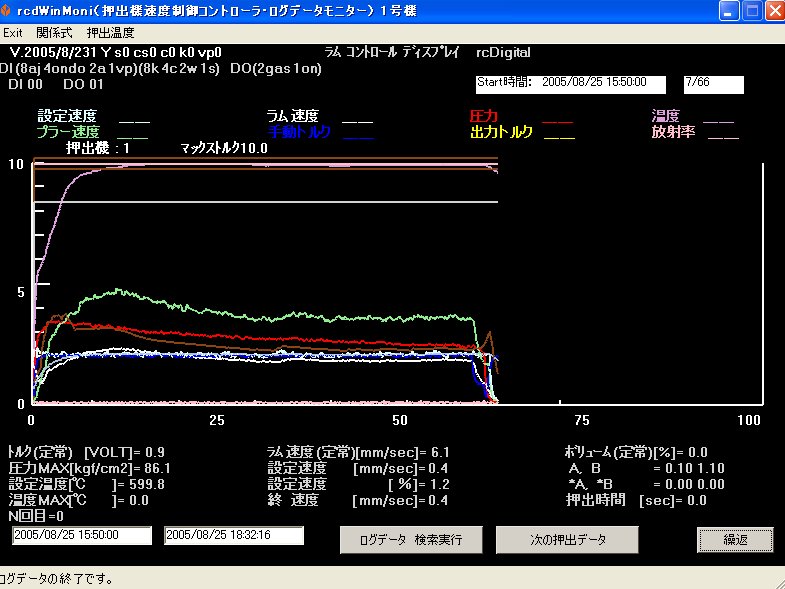
Figure 5-3 Example 1 for Declining Extrusion (Reference velocity is 6.1 ㎜/sec and last velocity is 5 mm/sec.)
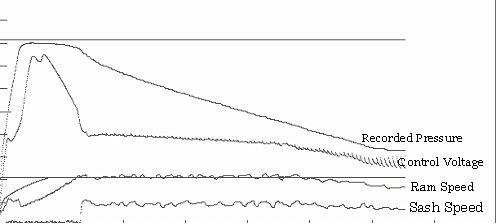
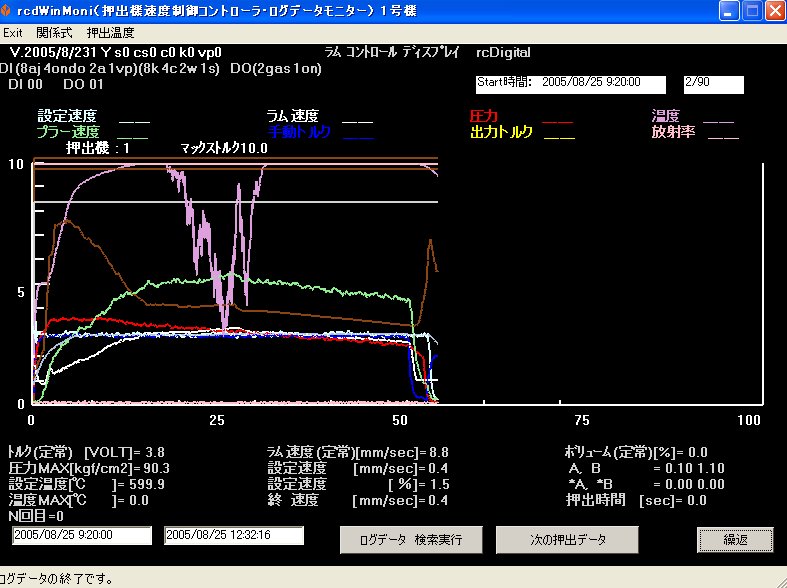
Figure 5-4 Example 2 for Declining Extrusion (Reference velocity is 9.7 ㎜/sec and last velocity is 5.4 mm/sec.)
Why the measuring data is jagged after 20 seconds from the extrusion start is because it is displaying data which has been recorded over a longer time span (to reduce the amount of data stored).
![]() Top
of Page
Top
of Page
By registering control information with the dies database and connecting it with the controller there are the following advantages,
As for the details, please refer to Dies Database DIES.
![]() Top
of Page
Top
of Page
![]() 7
Automatic
Extrusion of the First
Billet Head in a Die
7
Automatic
Extrusion of the First
Billet Head in a Die
Please refer to DIES Database DIES.
![]() Top
of Page
Top
of Page
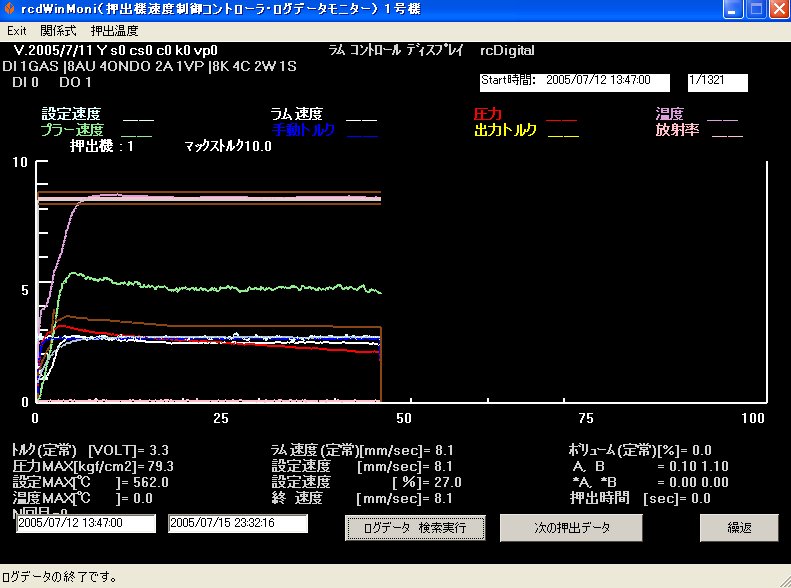
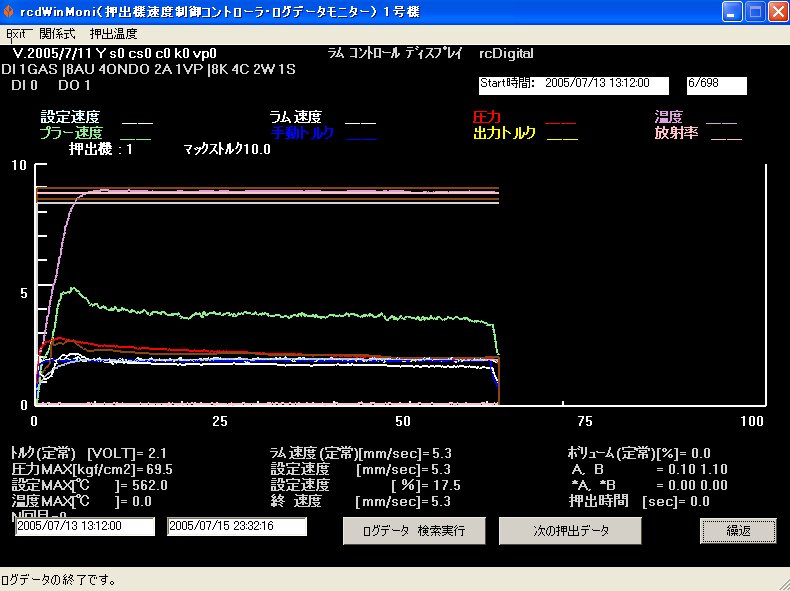
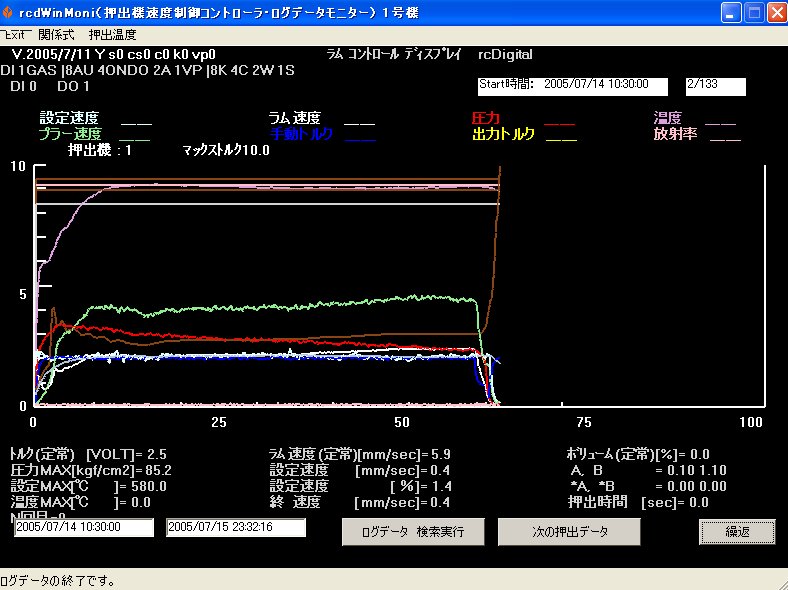
The following is an example of the monitor program RcdWinMoni screen of an extrusion process. There are no buttons or input boxes in the control program RcdWin screen.
 |
| Figure 8-1 Example of Uniform Speed Control. This shows the monitoring of the log data that was collected by the controller with a reference ram speed. |
Note: All 20,000 extrusions' data with the default mode registered in RcdWin can be searched by designating the date and time from the local or network PC and monitor the control process with the program RcdWinMoni. By changing the control parameters, output voltage can be simulated. The comparison of the measured output voltage and simulation value is possible.
![]() Top
of Page
Top
of Page
![]() 9
Extrusion Process Data Collection Database
9
Extrusion Process Data Collection Database
Please refer to Extrusion Data Collection Database RCC
![]() Top
of Page
Top
of Page
![]()
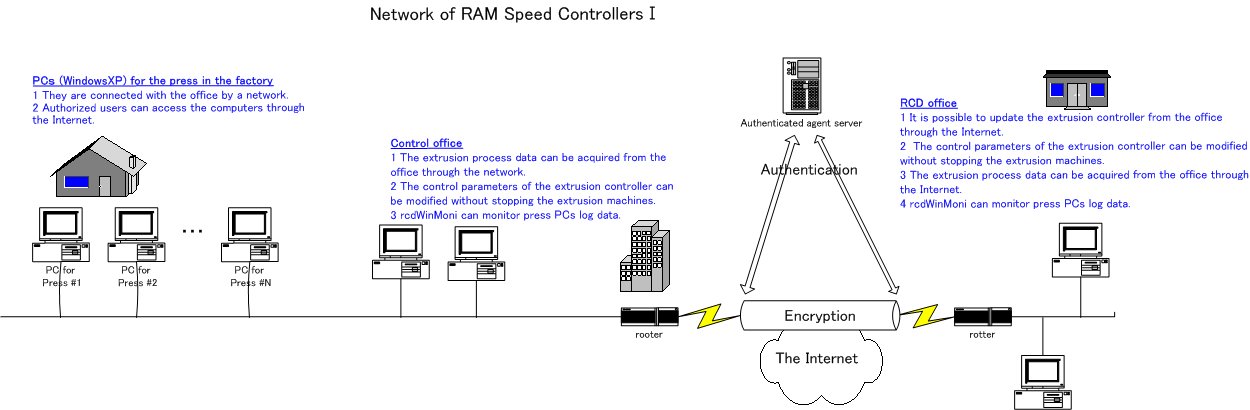
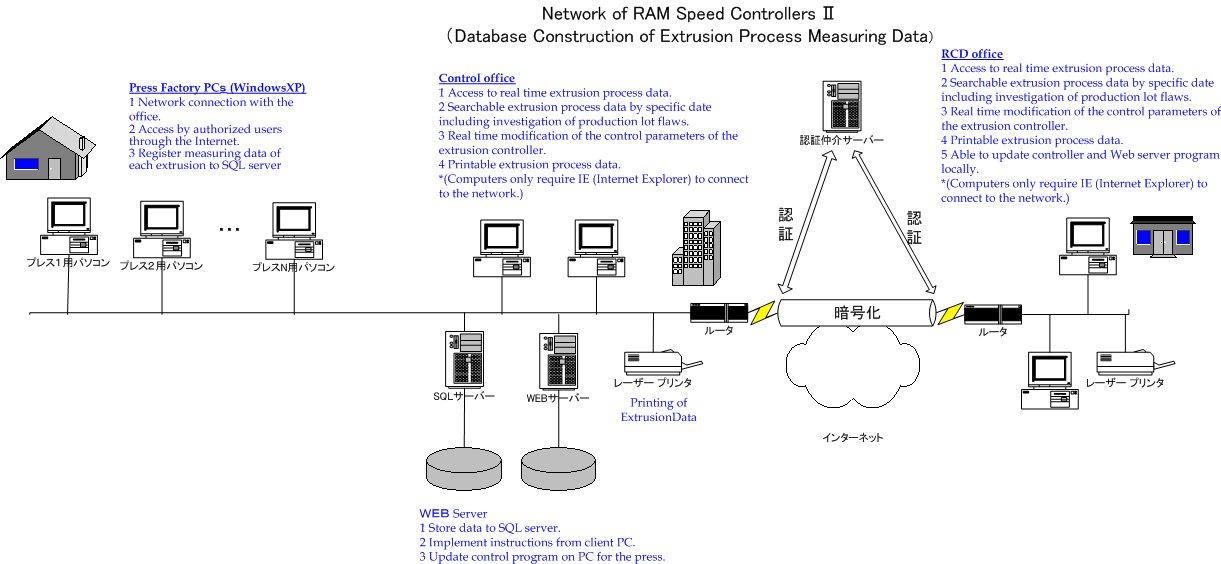
About security: All the global IP addresses except RCD office’s can be avoided
to access. The computers related with ram control only can be accessed from the
office. Those computers configure only VPN to be accessed from the office.
4 By establishing a web server and registering the extrusion process log data
with the SQL server, the control process can be monitored with Internet
Explorer. Also, a printable hardcopy of the log data is possible.
A console and FA cooler for the personal computer are necessary by the place where it establishes.
 |
| Figure 11-1 Computer Console and FA cooler |
![]() Top
of Page
Top
of Page
Above, there are two dies, Figure 5-3 and 5-4, which show Declining Extrusion with a reference speed which smoothly declines by the parameters that are set up on the computer. The Declining Extrusion is to prevent the rise in temperature of the aluminum sash during production. Ram speed is proportional to the declining of the reference speed. But in recent years, the temperature of the aluminum sash has become easier to measure with the radiation thermometer. Therefore, without using the Declining Extrusion method, the temperature of aluminum sash can be controlled by monitoring the temperature of aluminum sash directly with the Isothermal Extrusion. Figure 12-1 and Figure 12-2 for the Isothermal Extrusion show the pattern of declining extrusion speeds . In other cases, the speed increases as in the dies of Figure 12-3 and Figure 12-4. It is in these cases that there is a change in temperature during the extrusion, which is different to the pattern of the reference speed (as seen in Figure 5-1) for Declining Extrusion.
Note: The pattern of the reference speed
changes by a specific setting such as the dead zone of the temperature (the
acceptable deviation of the reference temperature), the degree of strength of
the declining pattern, the sampling frequency and so on.
Note: Now, the Isothermal Extrusion will not start until the ram reaches the initial reference speed. If it starts from the initial start as in the case of the uniform velocity control, the initial reference speed might drop for some dies due to need to lower the temperature.
 |
|
Figure 12-1 Example Die 1 for Isothermal Extrusion. Ram speed declines to prevent the sash temperature from exceeding the reference temperature. |
 |
|
Figure 12-2 Example Die 2 for Isothermal Extrusion. Ram speed declines to prevent the sash temperature from exceeding the reference temperature. |
 |
|
Figure 12-3 Example Die 3 for Isothermal Extrusion. Ram speed (white) goes up to maintain the reference temperature (pink). In this case, a dropping temperature causes the speed to increase. |
 |
|
Figure 12-4 Example Die 4 for Isothermal Extrusion. Ram speed (white) goes up to maintain the reference temperature (pink). In this case, a dropping temperature causes the speed to increase. |
*Note: The pink line represents the temperature in all the figures above.
![]() Top
of Page
Top
of Page
![]() 13
Expansion
of Productivity by Isothermal Extrusion
13
Expansion
of Productivity by Isothermal Extrusion
To increase the productivity of aluminum extrusion a higher start-up of ram speed and a higher reference speed are needed. Because making the reference higher might lead to bad quality, how much to raise the reference is a difficult problem.
One of the causes of bad quality is the temperature rise of the aluminum sash. Isothermal Extrusion makes it possible to prevent the rise of product temperature when extrusion becomes stable. Converting the temperature rise ΔT into reference speed ΔV will make ΔV the amount of increase of the reference speed. Bad quality products that originates from the temperature rise is
prevented while there is an increase in the amount of production. The temperature rise of ΔT that comes from the reference increase of ΔV can be prevented by Isothermal Extrusion.Reference temperature equals the temperature when ram speed reaches the reference and extrusion becomes stable. In this way, there is no need to set the reference temperature manually because if the reference speed is stable, the reference temperature will be automatically calculated by the computer during extrusion.
Extrusion time differs
from under one minute to more than 30 minutes due to the forms of the die and aluminum alloys . Isothermal Extrusion increases the productivity by making the reference speed higher which is more effective when the extrusion time is longer.
 |
|
Figure 13-1 Reference speed is higher compared with uniform velocity extrusion. Reference temperature is stabilized automatically by computer observed by the start-up of ram speed. Ram speed is declining by Isothermal Extrusion control. |
 |
|
Figure 13-2 Product temperature is interrupted at the center of extrusion. Therefore, the mode is changed to the uniform velocity mode from the uniform temperature mode during this interruption automatically. When the temperature returns to normal, the mode changes back to the uniform temperature mode automatically. |
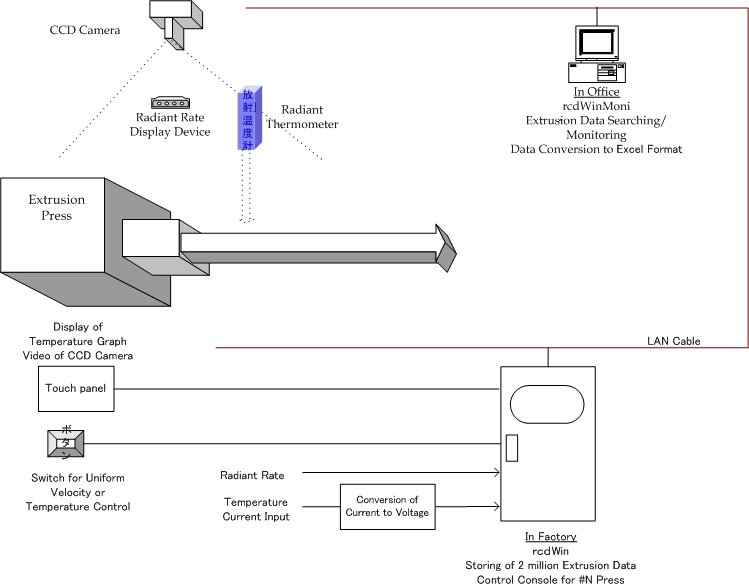 |
|
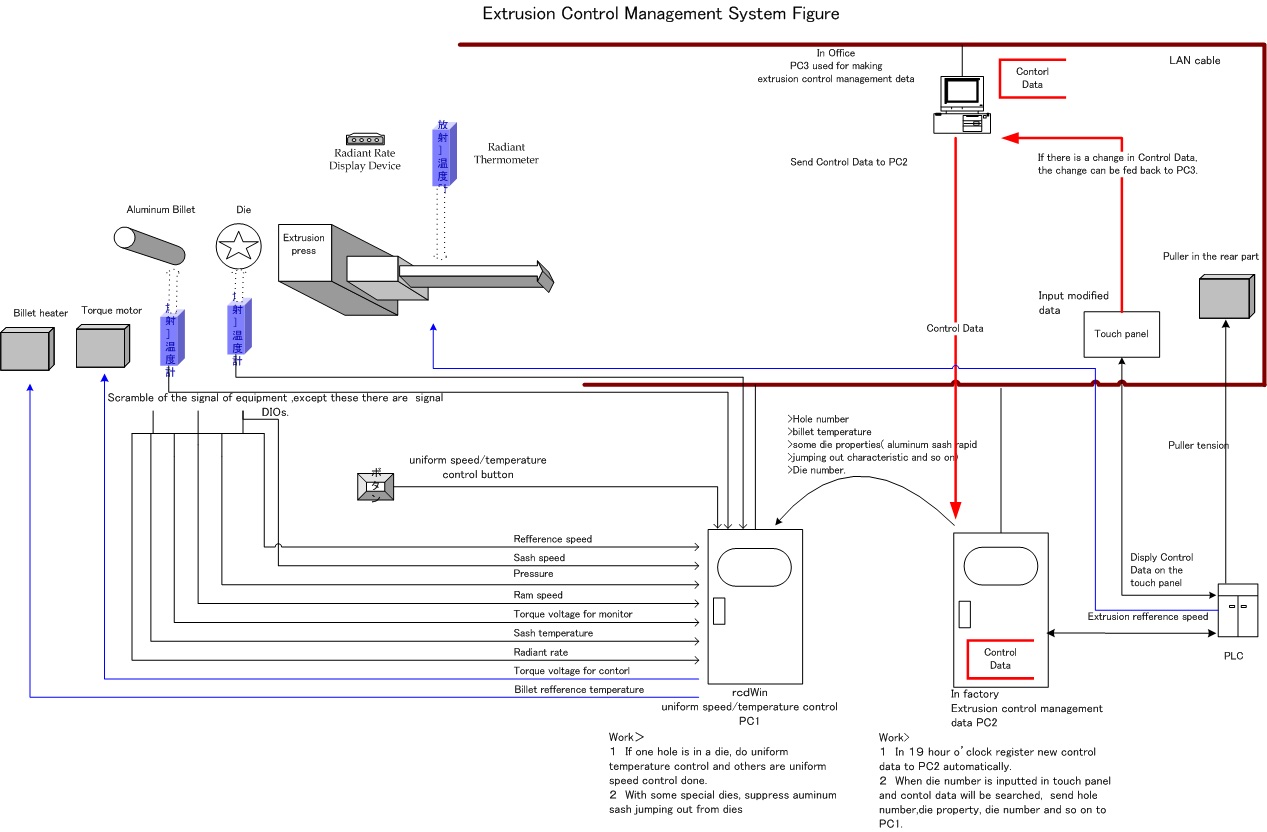
Figure 13-3 System Constitution Diagram of Isothermal Extrusion.. |
![]() Top
of Page
Top
of Page
![]() 14
Aluminum
Extrusion Control Management and RcdWin
14
Aluminum
Extrusion Control Management and RcdWin
The optimal extrusion control has three major benefits: defectless production, high productivity, and high quality. These benefits are obtained by specific extrusion control parameters for each die. There are many parameters to specify, including the extrusion speed (reference ram speed), puller tension, stretch quantity, product speed, billet temperature, fan pattern, the number of die holes, product temperature, and use or non-use of computer control. Such dangerous characteristics of dies as might eject aluminum sash at a high-speed startup can also be set as a parameter.
14-2 Automation of Extrusion Parameters
For each extrusion parameter automation, just select the scheduled die number from the scheduled die table on the touch panel, and the previously used parameter can be set to each device , such as the one for the PC, the extrusion press, the puller and the billet heater. Since the parameters are shown before the operation, they can be changed manually if necessary. The altered parameters will be used automatically to select the die number on the occasion of the next extrusion using the corresponding die. In the case that there is a change in scheduling the extrusion order, the specific die number can be set, so that the extrusion order is rescheduled automatically.
The operator’s workload can be reduced by automatic setting of the parameter.
If any defectiveness occurs, the control parameters which are retained in the computer can be investigated easily. If RcdWinMoni program is used, the extrusion can be monitored.
Extrusion parameters are standardized and they do not vary according to the operators.
Previous extrusion parameters are fed back to obtain optimum extrusion parameters efficiently.
Even in the case that there is a change in the schedule of extrusion order, it is rescheduled automatically, coping with non-scheduled urgent extrusions by using specific dies
![]() Top
of Page
Top
of Page
Copyright © 1997,2006 All rights reserved RCDIGITAL, Inc.