ダイスデータベース DIES
|
1 |
|||
|
2 |
|||
|
3 |
|||
|
4 |
|||
|
|
|
||
H O M E
1 ダイスデータベース
ダイスデータベースに制御情報を登録し、RCDと接続することにより以下のような利点があります。
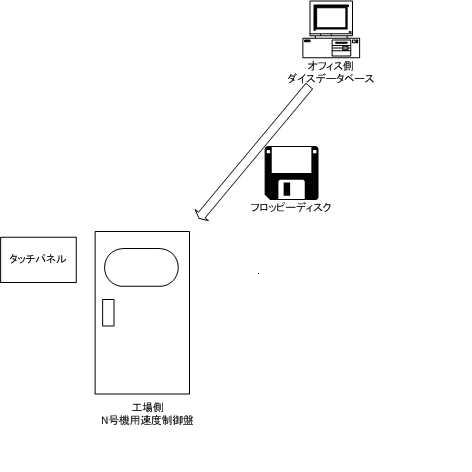
現在、ダイスデータベースとの接続はFIG6−1のような方法を準備しています。作業者は、タッチパネルからダイス番号を入力します。RCDは頭出し、等速制御をデータベースの制御情報に従って行います。FIG6−2のようにLANに接続することも可能です。
FIG 6-1 システム図
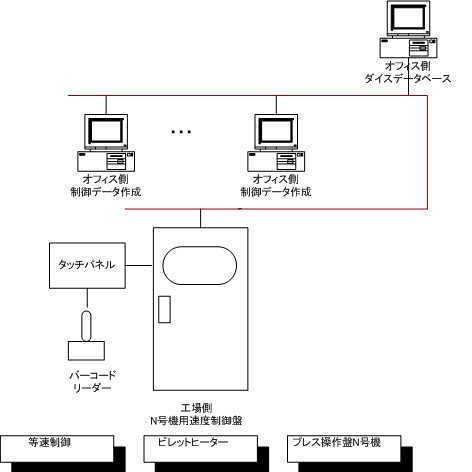
FIG 6-2 システム図
![]() 先頭
先頭
2 頭出しの自動化
通常、作業者はボリュームを上下することにより製品の頭出しを行っています。それをRCDが自動的に行います。処理フローは以下のようになります。
4は、製品がプラーに捕まれた時です。ただしその信号が取れない時は、2回目以降のサイクルストップがなかなかこない場合に、頭出しの信号をオフと見なします。
現在はホローダイスとソリッドダイスに分けて頭出しの制御を行っています。
ダイスデータベースと接続せずに、頭出し使用の信号をONにするだけでも実現できます。
3 ダイスデータベース画面
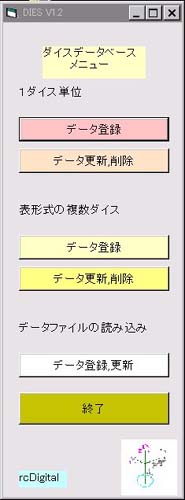 |
ダイスデータベースのメニュー画面 |
 |
メニューの表形式の複数ダイスにある[データ更新、削除]ボタンをマウスでクリックすると表示されます。この画面でダイスコードごとのラム速制御情報を入力します。 |
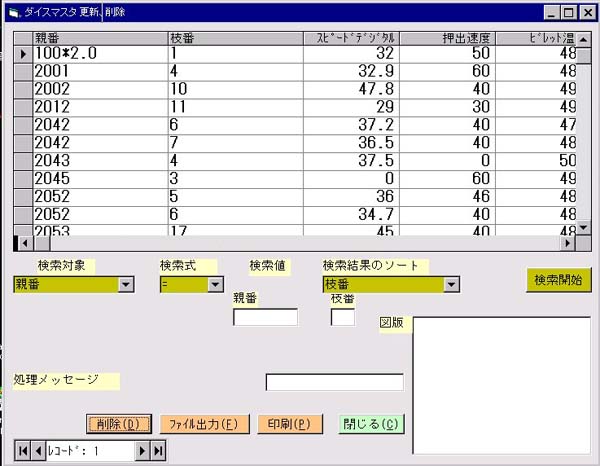
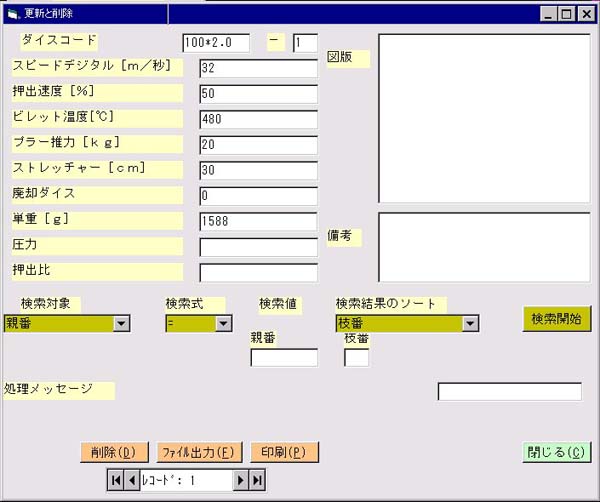 |
メニューの1ダイス単位にある[データ更新、削除]ボタンをマウスでクリックすると表示されます。この画面でダイスコードごとのラム速制御情報を入力します。 |
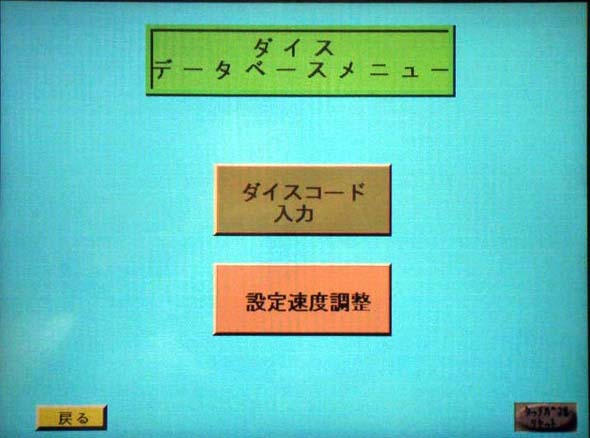 |
| タッチパネルのダイスデータベース・メニュー画面 |
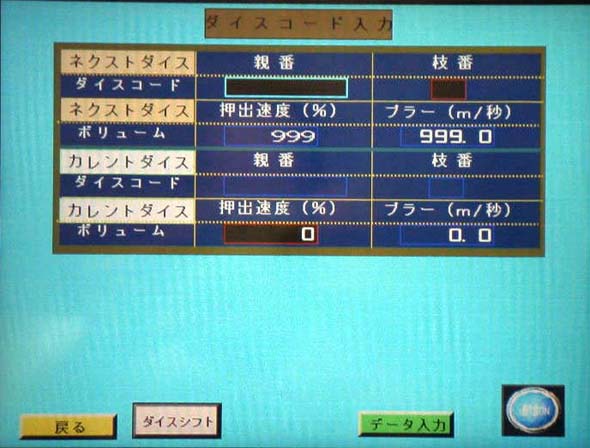 |
ダイスコード入力画面、ダイスコードを入力すると設定押出速度と設定プラー速度がパソコンのデータベースから検索されて表示されます。 |
![]() 先頭
先頭
Copyright©1997,2004 All rights reserved rcDigital Inc.